
塑料件焊接技術-超聲波焊接
隨著工業生產的快速發展,塑料廣泛應用于國民經濟和人民生活的各個領域,具有重量輕、比強度高、耐腐蝕、易加工等優點。然而,由于加工工藝等原因,許多結構復雜的產品不能一次加工成型,需要將多個部件無縫連接在一起。一般有兩種方法:粘接和焊接。一般來說,粘接工藝生產效率低,粘合劑有毒,容易造成環境污染,危害生產人員健康。因此,塑料焊接工藝得到了越來越廣泛的應用。
超聲波焊接裝置是將當前50/60Hz的電頻轉換為20KHz或40KHz的電能高頻電能,通過電晶功能設備提供給轉換器。轉換器將電能轉換為超聲波機械振動能,調壓裝置負責將轉換后的機械能傳輸到超聲波焊機的焊頭。焊頭是將機械振動能直接傳輸到需要壓合產品的聲學裝置。振動通過焊接工作部件到粘合表面振動摩擦產生熱能熔化塑料,當熔化材料到達介面時停止振動,短期保持壓力可使熔化表面固化產生強分子鍵,整個周期通常不到一秒,但焊接強度接近連接材料!

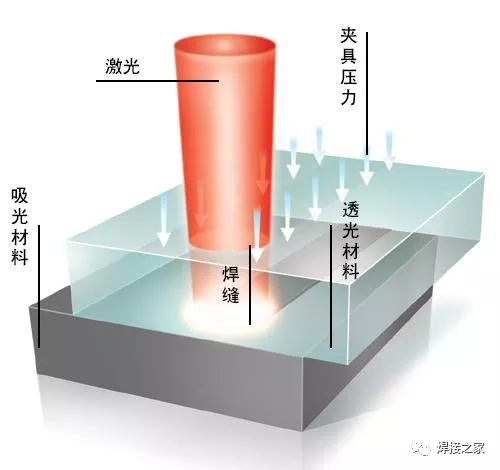
在實際生產過程中,并非所有塑料材料都可以焊接。激光焊接的塑料屬于熱塑性塑料。只有具有相同或相似分子結構的熱塑性塑料才能焊接。焊接表面是分子之間的化學結合。因此,母材越相似,焊接效果越好。下圖是一些常見的塑料焊接相容性比較。為了獲得更好的焊接效果,還需要考慮影響焊接質量的因素。壓力、時間、吸熱量(熔融量)是保證焊接質量的三要素。塑料激光焊接對塑料的要求。
對焊接表面施加適當的壓力,焊接材料將從彈性向塑性過渡,促進分子相互擴散,擠壓焊縫中的殘余空氣,從而提高焊接表面的密封性能。硅膠和硅膠怎么焊接。
有適當的熱熔時間和足夠的冷卻時間。當熱功率一定時,時間不足會出現虛擬焊接,時間過長會導致焊件變形,熔渣溢出,有時在非焊接部位出現熱點(變色)。焊接表面必須吸收足夠的熱量,以達到完全熔化的狀態,以確保分子之間的完全擴散和融合,并確保足夠的冷卻時間使焊縫達到足夠的強度。什么塑料材料可以激光焊接。
只有協調和調整熱熔時間和熱功率,才能達到最合適的熔融量,保證足夠的分子間融合,消除虛焊現象。除了焊接設備和操作人員的技能水平外,塑料內外的各種因素對焊接質量有一定的影響,應引起重視。
塑料吸濕性
如果焊接潮濕的塑料制品,加熱后含水會變成蒸汽,在焊接表面產生氣泡,從而削弱焊接表面的密封性能。更嚴重的吸濕材料是PA、ABS、PMMA等。焊接前必須對用這些材料制成的產品進行干燥。
塑料中的填料
如玻璃纖維、滑石粉、云母等。,它們改變了材料的物理特性。塑料中填料的含量與塑料的可焊性和焊接質量密切相關。填料含量低于20%的塑料可以正常焊接,無需特殊處理。當填料含量超過30%時,由于表面塑料比例不足,分子間融合不足,密封性會降低。
激光塑料焊接技術。
焊接表面必須清潔無雜質,以確保足夠的焊接強度和氣密性。
除了影響焊接效果的不利因素外,還應根據材料類型、產品形狀和成本采用適當的焊接方法。根據所采用的不同加熱軟化方法,塑料焊接方法可分為外加熱源軟化、機械運動軟化、類型軟化和電磁軟化。
塑料激光焊接用什么激光器。
超聲塑料焊機是在塑料焊接領域開發設計的超聲塑料焊接設備,業內簡稱超聲塑料焊機。超聲波焊接設備是焊接成熟塑料制品的高科技技術,各種成熟塑料部件可采用超聲波焊接處理,焊接塑料制品,不添加任何粘合劑、填料或溶劑,也不消耗大量熱源,操作簡單,焊接速度快,焊接強度高,生產效率高。因此,超聲波焊接技術的應用越來越廣泛。
超聲焊機焊接優點:
1:焊接速度快,焊接強度高,密封性好;調溫塑料焊槍使用方法。
2:取代傳統的焊接/粘接工藝,成本低,清潔無污染,不損壞工件;塑料焊接激光器。
3:焊接時間短,無任何助焊劑、氣體、焊料。塑料件激光焊接原理。
4:焊接過程穩定,所有焊接參數都可以通過軟件系統進行跟蹤和監控,一旦發現故障,就很容易消除和維護。塑料薄膜焊接方法視頻。
激光對焊塑料。
1、焊接:指廣義熔化兩種熱塑性塑料產品的過程。當超聲波停止振動時,固體材料熔化并完成焊接。接頭強度接近整個連接材料。只要產品的接頭表面設計匹配,完全密封就沒有問題。蘇州塑料激光焊接機廠家。
2、光盤:熔化機械鎖形成不同材料的塑料螺栓。
3、嵌入:將金屬無件嵌入塑料制品的預留孔中。它具有強度高、成型周期短、安裝速度快的優點,類似于模具設計中的零件。
4、彎曲/生成:超聲波熔化附件的一部分,然后形成塑料突出部分或塑料管或其他擠壓附件。這種方法的優點是處理速度快,內壓小,外觀好,克服材料的性質。
5、點焊:點焊是對兩個沒有預留或能源控制的熱塑料組件的局部焊接。點焊還可以產生強大的附著力結構,特別適用于一些大型附件、突出的塑料片或澆注的熱塑料和結構復雜、難以進入接頭表面的產品。
6、剪切:切割和密封一些有序和無序的熱塑料材料的超聲波工藝。密封邊緣不開裂,無毛邊、卷邊。
7、密封:超聲波也可用于紡織品和一些膠片的密封。它可以壓緊膠片,也可以整潔地剪切和密封紡織品。縫合也起著裝飾的作用。
1、注塑過程中有波動,如注塑時間短/注塑量不足、翹曲、部分收縮、模穴等。
當注塑時間短/注塑量不足時,塑料未能完全填充模腔。在這種情況下,焊接表面存在不完整的風險,可能導致焊接強度降低和密封不足。注塑時間短也可能導致材料中的間隙,間隙容易產生裂紋,導致產品故障。
零件的翹曲和收縮會直接影響產品的焊縫尺寸和形狀。如果翹曲較小,上下部件的焊縫可以通過壓緊產品完全接觸,這有助于使焊接表面正常化。但如果翹曲過大,則需要熔化更多的材料,以實現一圈焊縫的完全熔化。這將導致零件上焊縫焊接強度的差異和外觀問題。
不同模具孔的差異和磨損。如果焊接結果不穩定,只發生在模具生產的零件上,模具可能會磨損。不同模具孔生產的零件尺寸差約為80mmX80mm。通常,客戶對零件尺寸的質量控制較弱。
二保焊如何練手穩。
治具的損失。焊頭磨損會導致超聲波塑料焊接的焊接性能差異。熱板、熱鉚接等接觸式塑料焊接。材料殘留物會積聚在熱板上,導致焊接性能差異。隨著時間的推移,熔化材料粘附在熱板上,殘留物可能會積累。通常,當加熱板在高溫下運行并涂上高溫不粘涂層時,殘留物會在沒有任何問題的情況下迅速燃燒。然而,在低溫應用中,這種殘留物的積累可能會使降解材料進入焊縫,阻礙零件與熱板之間的直接接觸和熱傳遞。塑料件激光焊接機。
支持和定位。檢查下夾具是否對零件無支撐,或支撐不良部件,確保上下夾具的相對水平和對中。支撐和定位對于實現高強度焊接和精確組裝至關重要。焊接強度、虛焊、泄漏不均勻,通常是由于焊縫以下支撐不足造成的。因此,無論是超聲波、熱板、振動、紅外、熱氣和激光塑料焊接工藝,都需要反復確認所有焊縫下方都有很強的支撐。
有時,由于零件的特點,焊筋下方應留有間隙,間隙尺寸應小于3mm。當間隙較大時,需要進行測試和驗證。間隙不應對焊縫產生重大影響。pP塑料焊接。
通過檢查和評估上述潛在問題,可以幫助您識別焊接性能差異的原因。
盈云光電作為山東激光塑料焊接設備生產廠家,生產的塑料激光焊接設備主要應用于汽車后尾燈、車載攝像頭、汽車胎壓監測計、醫用流體器件、微流體器件、液冷燈等產品領域的塑料激光焊接工作,盈云光電激光塑料焊接設備,廠家價格,歡迎來電:0531-88698207
它可能是最簡單的塑料焊接技術,但這種方法特別適用于需要大面積焊接表面的大型塑料零件的焊接。一般來說,需要焊接的兩個平面通過平面電加熱板熔化軟化,然后迅速將電加熱板合并到兩個平面,并加強到冷卻。該方法焊接裝置簡單,焊接強度高,產品和焊接部件的形狀設計相對容易。無縫焊接門窗3年后缺陷。
但熱板產生的熱量軟化產品,周期長;熔融樹脂粘附在電熱板上,不易清洗(F4可減少),雜質影響粘接強度,嚴格控制壓力和時間,保證適當的熔化;當不同類型的樹脂或金屬與樹脂連接時,強度不足。
當熱空氣流直接吹向接縫區域時,接縫區域和與母材相同材料的填充焊絲熔化。焊縫是通過填充材料和焊接塑料熔化而形成的。該焊接方法焊接設備重量輕,易于攜帶,但對操作人員的焊接技能要求較高。
這兩種技術主要用于連接較小厚度的塑料薄膜的焊接。這兩種方法相似,都是用熱棒或鎳鉻絲產生的瞬時熱壓在一起焊接。醫療管激光焊接。
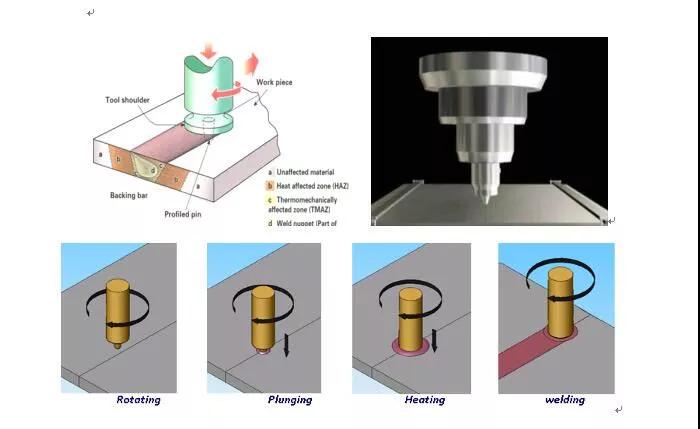
按運動軌道可分為直線型和旋轉型
直線型可用于直線焊接和平面焊接,旋轉型可用于圓形焊接。摩擦過程中產生的摩擦熱使接觸部分的塑料熔化軟化,固定到凝結牢固。塑料激光焊接怎么評價焊接強度。
“材料界”(微信號:Material-World)
微信微信官方賬號是最有影響力、最受歡迎的新材料之一!塑料焊接方法有哪些。




 0531-88698207
0531-88698207
 點擊咨詢
點擊咨詢 